包装机械控制系统的组成
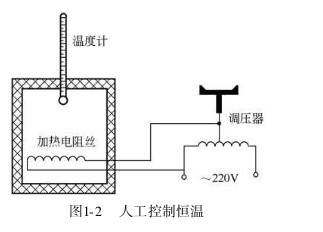
温度是包装作业中常看到的控制对象,如包装袋封口时,根据包装袋材料的不一样,必需使封口温度稳定在某—范畴之内,温度过高会使袋口材料部分熔化,温度低了则会使封口不严,二者都致使废品。下图是用人工控制恒温原理示意图。 改变调压器的电压输出,就可以调节电阻丝中的电流,进而调节恒温箱的温度。人工调节全过程大致如下。
(1) 根据封口情况, 观测温度计读数。
(2) 与要求的温度值进行比较,得出温度比较高或偏低的数据,即温度偏差的大小和方向。
(3) 根据温度偏差的大小和方向,如超过容许范畴值,移动调压器的滑动触头进行调节。如温度比较高,则减少输出电压,使温度降低; 如温度偏低,则升高输出电压,使恒温箱温度升高。
在此可见,人工控温的全过程就是操作人员检测温度,计算偏差 (大小和方向),再更正偏差的全过程。
若是将控温过程当中的人工操作 (检测和调节) 换由自动控制装置完成,则成为包装机自动控温系统。如下图所示,检测元件热电偶检测恒温箱内的温度,并且将温度转化为对应的电压信号2 ,同时反馈给比较器。比较器比较表示给定温度的给定电压信号1与检测电压信号2的大小,获得温差信号,其大小和正负代表温差的大小和方向。温差信号△经电压放大和功率放大后,控制实行电机的转速和方向,实行电机经过传动装置拖动调压器触头调节供热电压。当温度比较高时,动触头向着减少电压( 电流)方向转动; 反之,当温度偏低时,动触头则向着扩大电压( 电流)方向运动,直至恒温箱内温度达到给定温度,温差信号△=0 时触头停滞运动。
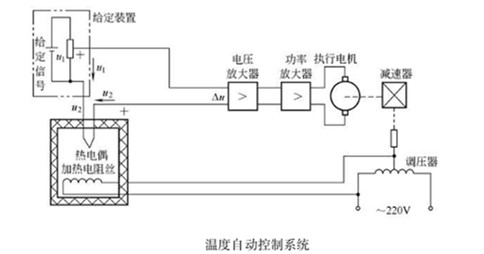
上面说的包装机械控制系统与人工控制系统极为类似,这里热电偶等于温度计和人眼,比较器等于人脑,执行单位等于人手。在包装机自动控温过程当中二者同样都要不断的检测偏差,并用检测到的偏差去更正系统偏差,可见没有偏差便没有调节全过程。虽然说也有偏差等于零的瞬间,但由于系统的惯性等原因,偏差不独助生,不断检测,不断纠偏,在这种由反馈创建起来的自控系统中,其工作全过程就是产生偏差、检测偏差和更正偏差矛盾运动的全过程。这种控制原理称作反馈控制原理,运用反馈控制原理组成的系统名之日反馈控制系统。
为了表明包装机械控制系统的组成以及信号传送情况,通常把组成系统的每个环节用方框图表示,并用箭头标明各效果量的传送情况。下图为上面说的包装机自动控制系统的组成方框图。在介绍自控系统组成时一般采用以下几个术语:
(1) 给定元件 可以根据工艺要求调节给定信号大小的装置或元件。
(2) 检测元件 由它体验被控对象中被控变量的变换,并且将其转化为电信号( 如电压、电流)的装置。检测元件在生产中时刻监督并检测全过程运行状态,其输出信号是控制的按照,因而要求精确、抓紧时间、敏捷。
(3) 比较环节 在此处将检测元件输出的反馈信号与给定信号相比较较, 决定偏差信号的大小和方向 (正负)。
(4) 放大元件 由于偏差信号—般都较小,因而要经过电压放大和功率放大,才能驱动执行单位。放大元件现多为晶体管放大器或集成放大器。比较元件和放大元件组合在—起,有的文献称作控制器或调节器。
(5) 实行元件 实行元件的效果是接收经过放大的偏差信号,直观驱动被控对象,使被控变量发生变换,以减少偏差,实现控制要求。
( 6) 被控对象(控制对象、被调对象)指在自控系统中其工艺参数需要控制的生产设备或机器。包装过程当中的加热器、自动计量的料斗、速度控制中的电机等均可是被控对象。
包装机械控制系统中的各式各样效果量和被控制量有:
(1) 输人量 又称控制量或调节量,通常由给定信号电压构成,或经过检测元件将非电输人量转化成电压信号。
(2) 输出量 又称被控制量或被调量,是被控制对象的输出,是自动控制的目的。
(3) 反馈量 经过检测元件将输出量转换成与给定信号特性一致、数目级一致、数值接近的电压信号。
(4) 扰动量 又称滋扰或噪音,通常指引发输出量发生变换的种种因素。来自系统外部的扰动称作外扰动。比如电动机负荷转矩的变换,电网电压的波动,环境温度的变换等。来自系统内部的扰动称作内扰动,如系统元件参数的变换, 运算放大器的零点漂移等。
(5) 偏差 输人量与实际输出量之差, 即给定值与反馈值之差。 在实际控制系统中,能够直观获取的信息是被控量的测量值而不是实际值, 因而通常把设定值与测量值之差作为偏差值。







